Vertical Disc Injection Molding Machine The working principle of the disc Vertical Injection Molding Machine is to use the thrust of the screw (or plunger) to inject the plastic in the molten state (i.e. viscous flow state) after plasticization into the closed cavity, and then get the product after solidification. Vertical Disc Injection Molding Machine,Second Hand Vertical Injection Moulding Machine,Vertical Plastic Injection Moulding Machine,Vertical Injection Machine Ningbo Chenwei Machinery Technology Co.,Ltd , https://www.chenweimachinery.com
plastic pellet extruder machine plant
you can use our parallel twin screw extruder for:
 polymer compounding and filler masterbatch making,
 engineering polymer and glass fiber reinforcement,
 functional and color masterbatch extrusion,
 cable compounds,
 shoe sole compounds,
 powder coating materials extusion,
 degassing and devolatilization,
 direct extrusion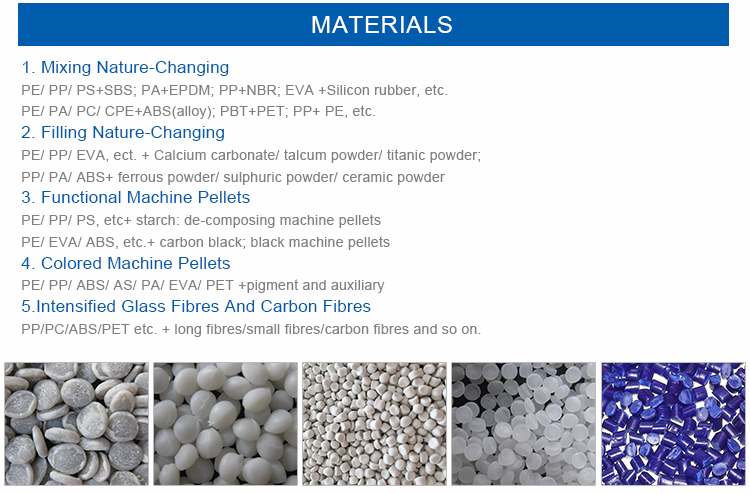
 Details:
1) Screw diameter : 22~133mm. Â L/D= 28~68
2)Main drive motor :AC 5.5~550kw,speed regulated by ABB transducer inported from switzerlad
3)Screw rotary speed:50~800rpm
4)Screw shaft is made of high-strength alloy 40CrNiMoA.
5) Barrel is totally 6~17 pieces of barrels
6)The 1st barrel is the main feeding vent,Genarally speeking,the 5th is for degassing,8th is vacuum section,and the others are closed barrels.
7)Casting copper heaters for 2.3th barrels.The others are equipped with casting aluminum heaters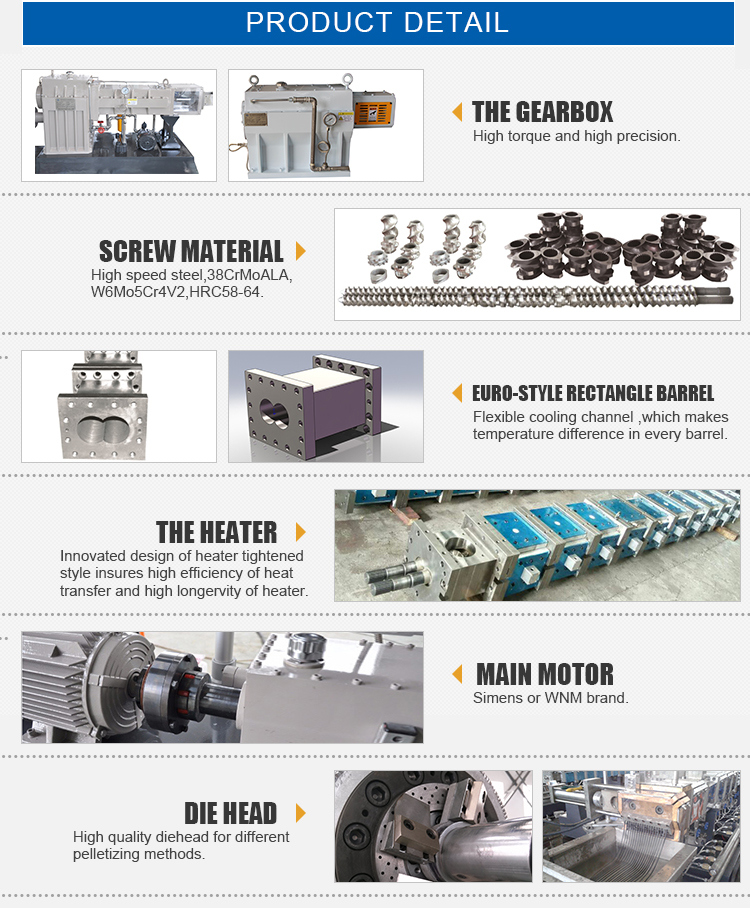

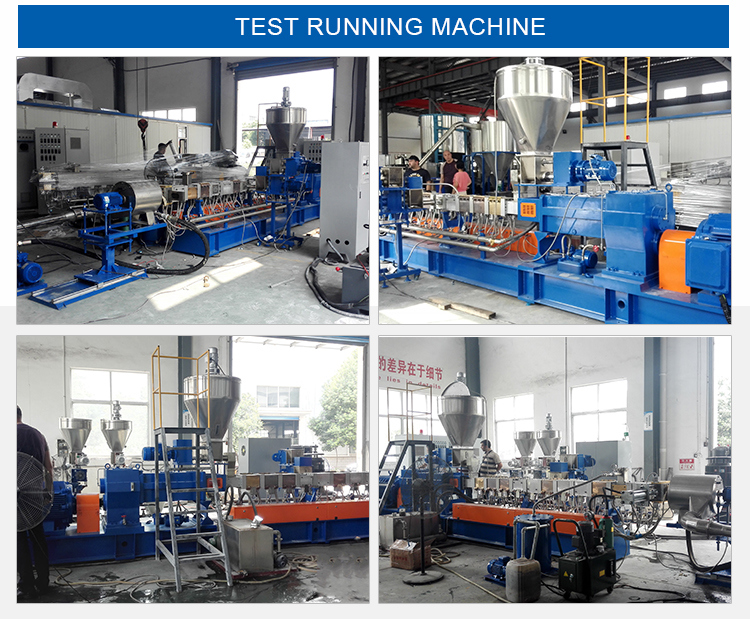
Our machine types:
1. Co-Rotating Parallel Twin Screw Pelletizing Extruders
2. Pelletizing Extruders
3. Die Face Cut (Air Cooling) Pelletizing Extruders
4. Double Stage / Double Degassing Recycling Extruders
5. Crushers, Mixers, Storage Tanks, Vibrators, Granulators, Blowers
6. Extruder spare parts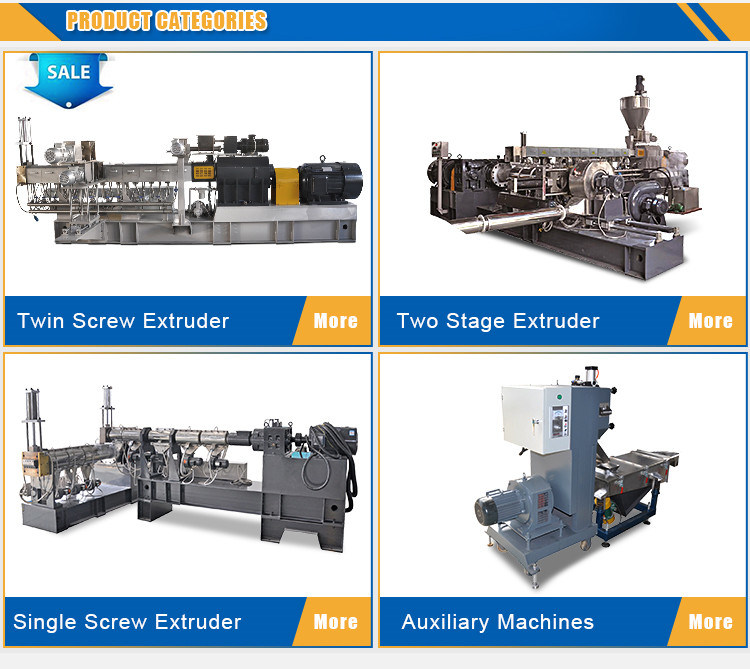
Mode
Screw Diameter
D(mm)Screw Length(mm)
L/D
Screw Rater
N(r/min)Motor Power
P(kw)Torque
T(N.m)Torque
Lvel
T/N3Capacity
Q(kg/h)
TSE-40B
41
160
32-52
600
30
239
5.8
90-150
TSE-52B
51.5
210
32-64
600
55
438
5.5
225-250
TSE-65B
62.4
240
32-64
600
90
716
5.1
200-300
TSE-75B
71
290
32-64
600
132
1050
4.8
350-550
TSE-75D
71
290
32-64
60O
220-250
1990
9.2
500-1000
TSE-95B
93
360
32-64
600
315
2506
5.3
800-1200
plastic pellet extruder machine plant
you can use our parallel twin screw extruder for:
 polymer compounding and filler masterbatch making,
 engineering polymer and glass fiber reinforcement,
 functional and color masterbatch extrusion,
 cable compounds,
 shoe sole compounds,
 powder coating materials extusion,
 degassing and devolatilization,
 direct extrusion
 Details:
1) Screw diameter : 22~133mm. Â L/D= 28~68
2)Main drive motor :AC 5.5~550kw,speed regulated by ABB transducer inported from switzerlad
3)Screw rotary speed:50~800rpm
4)Screw shaft is made of high-strength alloy 40CrNiMoA.
5) Barrel is totally 6~17 pieces of barrels
6)The 1st barrel is the main feeding vent,Genarally speeking,the 5th is for degassing,8th is vacuum section,and the others are closed barrels.
7)Casting copper heaters for 2.3th barrels.The others are equipped with casting aluminum heaters
Our machine types:
1. Co-Rotating Parallel Twin Screw Pelletizing Extruders
2. Pelletizing Extruders
3. Die Face Cut (Air Cooling) Pelletizing Extruders
4. Double Stage / Double Degassing Recycling Extruders
5. Crushers, Mixers, Storage Tanks, Vibrators, Granulators, Blowers
6. Extruder spare parts
Mode
Screw Diameter
D(mm)Screw Length(mm)
L/D
Screw Rater
N(r/min)Motor Power
P(kw)Torque
T(N.m)Torque
Lvel
T/N3Capacity
Q(kg/h)
TSE-40B
41
160
32-52
600
30
239
5.8
90-150
TSE-52B
51.5
210
32-64
600
55
438
5.5
225-250
TSE-65B
62.4
240
32-64
600
90
716
5.1
200-300
TSE-75B
71
290
32-64
600
132
1050
4.8
350-550
TSE-75D
71
290
32-64
60O
220-250
1990
9.2
500-1000
TSE-95B
93
360
32-64
600
315
2506
5.3
800-1200
Injection molding is a cycle process, each cycle mainly includes quantitative feeding, melt plasticity, pressure injection, mold filling cooling and mold opening. Take out the plastic part, and then close the mold for the next cycle.
Generally speaking, the molding process of the screw disk injection vertical Injection Molding Machine is as follows: first, add granular or powdered plastic into the cylinder, melt the plastic through the rotation of the screw and the heating of the outer wall of the cylinder, then close the mold, move the injection seat forward, make the nozzle close to the pouring port of the mold, and then inject pressure oil into the injection cylinder to push the screw forward, so that the high pressure can inject the melt into the closed mold with a relatively low temperature at a faster speed. After a certain period of time and pressure maintaining (also called pressure maintaining) cooling, solidify it into shape, and then open the mold to take out the product (the purpose of pressure maintaining is to prevent the melt from flowing in the mold cavity in reverse, supplement the mold cavity material, and ensure that the product has a certain density and dimensional tolerance). The basic requirements of injection molding are plasticization, injection molding and molding.
PA6 PA66 Pellets Making Reinforced Plastic Modification Twin Screw Extruder
Model NO.: TSE75
Engagement System: Full Intermeshing
Screw Channel Structure: Deep Screw
Exhaust: Exhaust
Automation: Automatic
Computerized: Computerized
Screw Elements: W6mo5cr4V2 Material
Screw Design: Modular Structure/Building
Nitriding: Ntrogen Treatment/Tempering
Application: Plastic Granulating
L/D: 48:1
Identification: Ce ISO 9001
Trademark: HS
Transport Package: Wooden Cases or Customized
Specification: CE ISO9001
Origin: Nanjing Jiangsu
HS Code: 8477209000
Model NO.: TSE75
Engagement System: Full Intermeshing
Screw Channel Structure: Deep Screw
Exhaust: Exhaust
Automation: Automatic
Computerized: Computerized
Screw Elements: W6mo5cr4V2 Material
Screw Design: Modular Structure/Building
Nitriding: Ntrogen Treatment/Tempering
Application: Plastic Granulating
L/D: 48:1
Identification: Ce ISO 9001
Trademark: HS
Transport Package: Wooden Cases or Customized
Specification: CE ISO9001
Origin: Nanjing Jiangsu
HS Code: 8477209000
pa6 pa66 pellets making machine