Leather Embossing High Frequency Welding Machine
Leather Embossing High Frequency Welding Machine:
Automatic feeding table design, greatly improve the safety factor, save manpower;
Plastic Sealing Machine,Leather Embossing High Frequency Welding Machine,Shuttle Table Hf Welder Machine,Flak Jacket Welding Machine Hangzhou Xiaoshan Wanfeng Mechanical & Electrical Equipment Factory , https://www.wfengmachinery.com
Fig. 1 Double Knife Wheel - Pulling Machine 
Figure 2 crankshaft CBN grinding 
Figure 3 Five grinding wheel grinding spindle 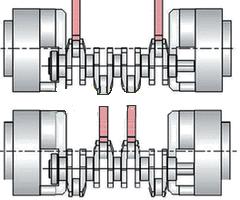
Figure 4 Double Grinding Linkage Neck 
Figure 5 Grinding the main journal and the connecting rod in sequence 
Fig. 6 Synchronous grinding of the main journal and/or pinch neck 
Figure 7 Comparison of the front and rear crankshafts
PLC and touch screen control system;
Water cooling HF oscillation system.
High frequency stabilizer and high frequency shielding device are provided to reduce high frequency disturbance to low level.
Adopt advanced square oscillation cavity design, excellent oscillation circuit, make the stable, strong high frequency output .
Automatic overcurrent protection system can increase the service life of vacuum tube and protect mold.
Straight face crankshaft manufacturing technology and special process
The advanced crankshaft processing lines are generally relatively short, but they have high efficiency and large output. The crankshafts processed are of good quality and stable. For example, the Ford engine plant crankshaft production line in the United States has only 17 processes, covers an area of ​​6967m2, but the annual output of V8 engine ductile iron crankshaft is 535,000. Its advanced technology is mainly reflected in two aspects: First, a large number of CNC control technology has been adopted to form a flexible production line; secondly, many advanced high-speed, high-efficiency, and flexible processing technologies have been applied to simplify the process and improve the quality of processing. Reduced one-piece processing time. In addition, in order to meet the need for cost reduction, many crankshaft crankshafts have been processed in recent years. In contrast, most production lines in China still have a large gap.